Содержание
 Медь — один из самых легкодоступных металлов, который широко используется в промышленности и системе жилищно-коммунального хозяйства. Пайка медных труб — это соединение с использованием фитингов, с применением жёсткой и мягкой пайки. Технология известна с древних времён, а сегодня особенно актуальна — с применением современных материалов для пайки.
Медь — один из самых легкодоступных металлов, который широко используется в промышленности и системе жилищно-коммунального хозяйства. Пайка медных труб — это соединение с использованием фитингов, с применением жёсткой и мягкой пайки. Технология известна с древних времён, а сегодня особенно актуальна — с применением современных материалов для пайки.
Условия обеспечения прочности
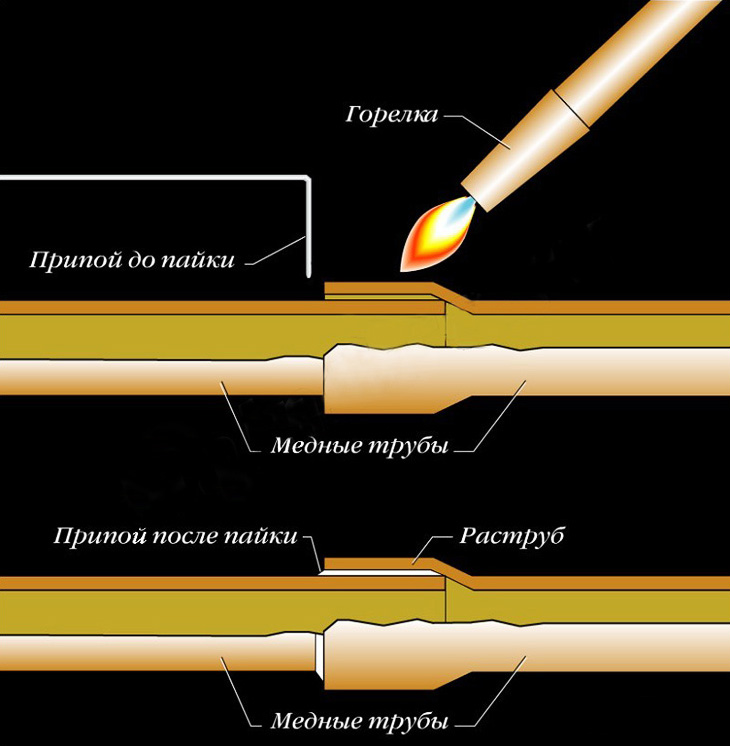
Одним из условий герметичности и прочности паяных изделий является соответствующая ширина паяного соединения. Для обеспечения этого условия используются специальные устройства разъёмов, двухконечных колен, колпачков, тройников. Медь может паяться:
- мягкими припоями (температура плавления ниже 450 C);
- твёрдыми припоями (температура плавления выше 450 C).
Типы припоя, используемые на медных водопроводных трубах:
- 40 процентов свинца / 60 процентов олова;
- 95 процентов олово-сурьмы / 5 процентов свинца;
- 50-процентный свинцовый припой рекомендуется на линиях сплава меди, которые не должны использоваться для питьевой воды;
- бессвинцовый припой, для труб, используемых в водоснабжении.
Подготовка рабочего места
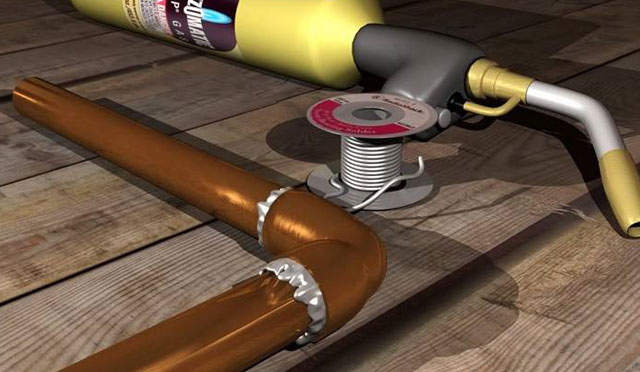
Пайка медных труб своими руками должна проходить после подготовки рабочего места, а работу надо начинать с того, чтобы правильно подобрать инструмент для пайки медных труб и сопутствующие материалы.
Необходимые инструменты для пайки:
 Медный резак.
Медный резак.- Металлическая щётка.
- Трубогиб.
- Абразивная ткань.
- Пастообразный флюс.
- Бессвинцовый припой.
- Перчатки.
- Защитные очки.
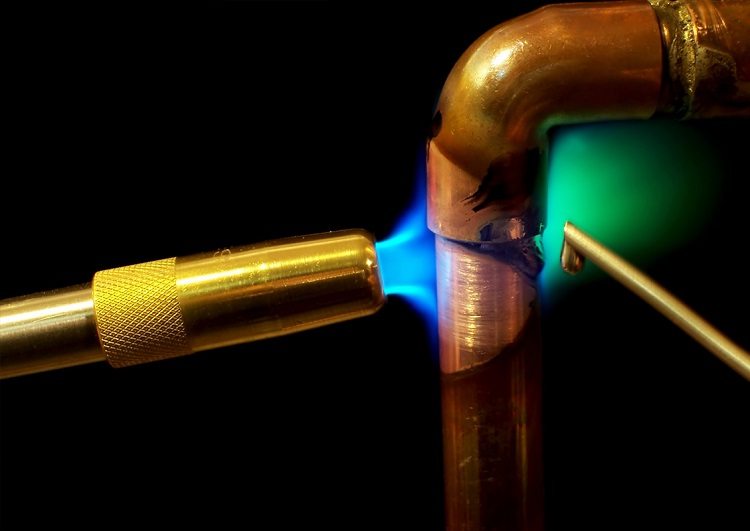
Монтаж пайки соединений в установках осуществляется с использованием соответствующих горелок с пропановым воздухом или ацетиленовым кислородом. Температура пламени пропан — воздух составляет около 1900 C, а ацетиленового кислорода составляет около 3100 градусов. Высокая температура пламени оксиацетилена, с одной стороны, ускоряет процесс нагрева до температуры пайки, с другой стороны, создаёт опасность недопустимого плавления поверхности труб.
Инструмент для пайки, в частности, колпачок горелки, является критическим фактором, влияющим на качество. Таким образом, даже нагрев со стандартной горелкой, несмотря на очень высокую теплопроводность меди (411 Вт/м * К), может быть затруднён, особенно в местах, которые не позволяют перемещать паяльник. В таких ситуациях гораздо выгоднее использовать горелки с колпачками, которые равномерно нагревают область пайки.
Общий порядок работ
 Перед тем как спаять медные трубки, вначале отрезают точную её длину, с помощью резака или ножовки. Если использовалась ножовочная пила, для обеспечения ровного разреза её следует обработать напильником либо удалить все внутренние и внешние заусенцы с помощью развёртки или другого инструмента для обработки острых кромок. Если трубка некруглая, её нужно довести до истинного размера с помощью инструмента для калибровки.
Перед тем как спаять медные трубки, вначале отрезают точную её длину, с помощью резака или ножовки. Если использовалась ножовочная пила, для обеспечения ровного разреза её следует обработать напильником либо удалить все внутренние и внешние заусенцы с помощью развёртки или другого инструмента для обработки острых кромок. Если трубка некруглая, её нужно довести до истинного размера с помощью инструмента для калибровки.
Области поверхности трубопровода должны быть чистыми и свободными от загрязнения маслом, жиром или оксидом. Они могут быть правильно очищены путём чистки щёткой из нержавеющей стали или обработкой наждачной тканью. Если на ней присутствует жир, необходимо очистить её растворителем, а также удалить все посторонние частицы, такие как наждачная пыль, протерев участки сухой тканью. Поверхность стыка должна быть очень чистой.
Технология нанесения флюса обеспечивает равномерность на концах труб и внутри фитингов. Она предотвратит окисление меди при нагревании, когда она будет достаточно горячей, чтобы припаяться. Не нужно использовать большое количество флюса, так как это приведёт к коррозии внутри трубы.
 Весь лишний флюс удаляется хлопчатобумажной тканью. Нельзя работать с ним голыми руками, так как его химические вещества являются вредными для кожи. Как только фитинг или трубы будут установлены в схеме, надо начинать паять с верхней части шва, и как только он станет нагреваться, припой растечётся до самого конца соединения. В этот момент нужно держать факел паяльника подальше от трубы.
Весь лишний флюс удаляется хлопчатобумажной тканью. Нельзя работать с ним голыми руками, так как его химические вещества являются вредными для кожи. Как только фитинг или трубы будут установлены в схеме, надо начинать паять с верхней части шва, и как только он станет нагреваться, припой растечётся до самого конца соединения. В этот момент нужно держать факел паяльника подальше от трубы.
Сварка пропановой горелкой идеально подходит для небольших работ, в то время как ацетилен используется для труб размером более 3 / 4 дюйма. Перед сваркой нужно убедиться, что давление внутри трубы отсутствует. Нельзя выполнить процесс припайки, когда вода находится в ней. Необходимо слить воду и дождаться, пока она высохнет полностью. Нагрев трубы перед пайкой проводится с обеих сторон, медленным поворачиванием факела вокруг соединения для равномерного распределения огня, пока припой полностью не соприкоснётся со швом.
Латунные фитинги требуют дополнительного тепла. Пламя устанавливается на среднем или высоком уровне для получения достаточной температуры плавления. Если пламя настроено правильно, оно будет гореть разными оттенками синего. Чрезвычайно горячие температуры находятся за видимыми участками пламени. Вставляют конец флюсованной трубки в фитинг, поддерживают конструкцию, чтобы обеспечить правильное выравнивание, пока сплав для пайки не затвердеет.
 После этого удерживают шов в течение нескольких секунд (или более) -в зависимости от его размера. Теперь домашняя сборка готова к пайке. Для большинства работ с использованием кислород — ацетиленовых газов следует применять науглероживание или нейтральное пламя, которое имеет чётко выраженный внутренний конус.
После этого удерживают шов в течение нескольких секунд (или более) -в зависимости от его размера. Теперь домашняя сборка готова к пайке. Для большинства работ с использованием кислород — ацетиленовых газов следует применять науглероживание или нейтральное пламя, которое имеет чётко выраженный внутренний конус.
Нужно избегать окисляющего пламени. Избыток ацетилена удаляет поверхностные оксиды из меди. Она будет яркой, а не тусклой или почерневшей из-за неправильного окисляющего факела.
Пайка с воздушными / ацетиленовыми факелами является популярной альтернативой кислородному. Поток топливного газа всасывает воздух в смеситель, он начинает вращаться для улучшения сгорания и повышения температуры пламени. Начинают нагрев трубки, сначала применяя факел в точке, расположенной непосредственно рядом с фитингом.
Распределять пламя нужно попеременно вокруг трубки и фитинга, пока оба не достигли температуры пайки перед нанесением паяльного наполнителя. Когда используется флюс, нагревать трубку нужно до тех пор, пока поток не пройдёт «барботирующий» диапазон температур, режим станет тихим, а сплав жидким и прозрачным, похожим на чистую воду.
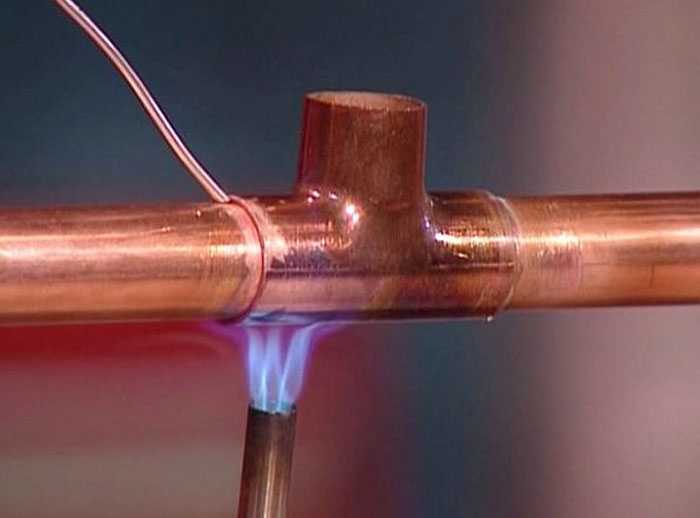 Только после того, как базовые металлы будут нагреты до температуры пайки, техник может добавить металл — наполнитель. В это время пламя можно мгновенно обнаружить на кончике наполнителя, чтобы начать процесс плавления. Всегда нужно держать оба фитинга и трубки нагретыми, играя пламенем над трубой и фитингом, когда сплав для припоя втягивается в соединение. Припайный сплав будет диффундировать и полностью заполнить все области шва оцинковки.
Только после того, как базовые металлы будут нагреты до температуры пайки, техник может добавить металл — наполнитель. В это время пламя можно мгновенно обнаружить на кончике наполнителя, чтобы начать процесс плавления. Всегда нужно держать оба фитинга и трубки нагретыми, играя пламенем над трубой и фитингом, когда сплав для припоя втягивается в соединение. Припайный сплав будет диффундировать и полностью заполнить все области шва оцинковки.
Далее нужно прекратить подавать сплав припоя после заполнения зоны сварного соединения. Избыточный припой не улучшает качество или надёжность пайки и представляет собой отходы материала. Все остатки флюсов должны быть удалены для проверки и испытания под давлением. Сразу после того как сплав для пайки установлен, нужно закалить и удалить остатки флюса. При необходимости используется наждачную ткань или проволочную щётку.
Мягкая пайка водопроводных труб
Для пайки труб диаметром менее 28 мм из-за возможности перегрева материала и повреждения поверхности трубы, используется только мягкий припой для пайки медных труб. Подготовка стыка для пайки и мягкой пайки по существу такая же, как и в общих случаях: резка труб, удаление заусенцев по краям, расширение концов труб (если соединители не используются), очистка поверхности трубы в точке соединения и применение флюса. Наиболее рекомендуемыми связующими для мягкой пайки медных установок являются свинцово- оловянные припои.
Следует отметить, что по санитарным соображениям припой, содержащий кадмий и свинец, не допускается использовать в установках для питьевой воды. В этом случае используются олово — медный (S — Sn97Cu3) и оловянно — серебряный (S — Sn97Ag3) припой. Часто для пайки мягких медных установок используются флюс или разъёмы с зажимным припоем с флюсом. Прочность на сдвиг паяных соединений с мягким припоем обычно не превышает 50 МПа и значительно уменьшается при повышении температуры, что приводит к ограничению использования мягких припоев для установок, работающих при температурах до 110 C.
В дополнение необходимо использовать паяльный поток, который растворяет оксиды с поверхности паяных элементов и защищает от повторного окисления во время пайки. Флюсы для мягкой пайки обычно представляют собой пасту, гель или жидкость, которые после пайки должны оставаться неагрессивными, а в случае установок для питьевой воды — нетоксичными, шлаками, легко моющиеся холодной водой.
Твёрдая пайка медных соединений
 Для спайки твёрдых медных установок рекомендуется использовать медно — фосфорное связующее с добавлением серебра, что улучшает пластические свойства припоя. Рекомендуется использовать серебряные связующие вещества Ag — Cu — Zn или Ag — Cu — Zn — Sn. Экономичным является использование оловянно — фосфорных припоев из-за относительно низкой цены по сравнению с серебряными припоями. Дополнительным преимуществом этих припоев является исключение необходимости использования флюса, поскольку фосфор обеспечивает восстановление оксидов меди, покрывающих паяный металл.
Для спайки твёрдых медных установок рекомендуется использовать медно — фосфорное связующее с добавлением серебра, что улучшает пластические свойства припоя. Рекомендуется использовать серебряные связующие вещества Ag — Cu — Zn или Ag — Cu — Zn — Sn. Экономичным является использование оловянно — фосфорных припоев из-за относительно низкой цены по сравнению с серебряными припоями. Дополнительным преимуществом этих припоев является исключение необходимости использования флюса, поскольку фосфор обеспечивает восстановление оксидов меди, покрывающих паяный металл.
В других случаях поток флюса с соответствующей активностью следует использовать при температуре пайки, в зависимости от температуры плавления припоя. Флюсы для пайки могут быть в форме пасты, порошка, суспензии. На рынке также имеется флюс, содержащий пайку, или в виде покрытия или в сердечнике припоя. Тогда нет необходимости применять дополнительный поток к паяным поверхностям.
Прочность припаянных медно — фосфорных припоев составляет около 120 МПа, а серебряные припои около 170 МПа, поэтому она в несколько раз превышает прочность соединений, изготовленных с использованием оловянных припоев.
Крепёж для медных труб
Трубные хомуты крепко упирают трубы в стену, опорную балку или другую конструкцию. Эти зажимы обычно представляют собой один кронштейн с двумя отверстиями для крепления на твёрдую поверхность или гибкую металлическую полосу с отверстиями, пробитыми каждые несколько сантиметров. Для любого типа зажима необходимо крепление к стене или балке.
Есть несколько типов крепёжных элементов на выбор:
- зажимы для трубы из меди;
- гвозди;
- винты и болты;
- пластиковые зажимы и крепёжные детали;
- альтернативные крепёжные детали.
Такие трубы обычно требуют зажимов, так как использование того же типа металла уменьшит условие возникновения коррозии от низких электрических токов, создаваемых при соединении разных металлов. Медь обеспечивает гибкий зажим, который позволяет трубам расширяться и сжиматься в разных погодных условиях. Зажимы для труб доступны в формованных C — образных конструкциях или в гибких полосках из меди с фиксаторами, пробитыми вдоль полосы. Любой тип допустим для медной сантехники.
 Гвозди вставляют с обеих сторон зажима трубы и закрепляют на месте, чтобы укрепить фиксатор на стене или на другой поверхности. Лучше всего они подходят для дерева, но могут использоваться с гипсокартоном и открытым сайдингом.
Гвозди вставляют с обеих сторон зажима трубы и закрепляют на месте, чтобы укрепить фиксатор на стене или на другой поверхности. Лучше всего они подходят для дерева, но могут использоваться с гипсокартоном и открытым сайдингом.
Важно использовать цинковые гвозди, чтобы избежать коррозии головки гвоздя с течением времени. Установка крепежа требует осторожности. Трубы из меди легко сгибаются, и пропущенный удар с помощью молотка может её повредить. Перед проведением пайки лучше начать с видеоурока, где продемонстрирована правильная технология.
Винты и болты являются ещё одним вариантом крепления хомутов. Винты требуют использования свёрла, но намного крепче, чем гвозди. Винты хорошо работают в древесине, но также могут быть установлены в бетонные или другие твёрдые поверхности. Некоторые хомуты для труб обвязывают с использованием болтов. Как правило, болты поставляются с зажимами. Лучше использовать оцинкованные винты и болты, чтобы уменьшить вероятность того, что они со временем будут коррозировать .
Можно использовать пластиковые зажимы и крепёжные детали с медными трубами. Пластик не будет коррозировать на медной поверхности и удерживается так же плотно, как и медные зажимы. Также применяются пластиковые застёжки-молнии для соединения трубы с другой поверхностью. Это особенно полезно, когда нецелесообразно использовать медный трубный зажим с гвоздями или винтами, например, при соединении нескольких труб. Пластиковые застёжки-молнии поставляются в самых разных размерах для любого применения.
Разница между пайкой медни и латуни
Пайка — удобный инструмент, когда речь идёт о ремонте сантехники в ванной комнате. Пайка не является однотипной операцией, а в разных случаях требуются другие технологии. В частности, пайка латунных труб может быть более сложной, чем пайка меди, так как латунные фитинги требуют более высоких температур.
Основной процесс соединения латунных или медных водопроводных труб по существу тот же, однако большая разница между медью и латунью заключается в том, что латунь требует гораздо больше тепла для правильной работы припоя. На самом деле, придётся нагреть металл в пять или шесть раз больше, чем медь, чтобы она достигла точки, в которой расплавится припой. Это потребует более высокой температуры от факела, больше времени, подачи тепла к металлу, и пристального внимания за поведением пламенем со всех сторон.
Латунные трубы несколько необычны, поэтому перед началом пайки нужно следить, чтобы давление внутри пайки не накапливалось, а свободно удалялось в окружающую среду.
Опыт говорит о том, что пропановые горелки недостаточно горячие, чтобы работать с латунью. Вместо этого при работе с латунью используют особый газ, представляющий собой смесь метилацетилена и пропадиена, которая достигает более высокой температуры, чем пропан. Не нужно скупиться на использование флюса или паяльной пасты, когда нужно монтировать трубы.







