Содержание
 В наше время резьбовые соединения встречаются практически везде: как у технических устройств, так и у большого количества предметов домашнего обихода. Главным приспособлением для изготовления таких соединений является метчик. Для нарезки резьбы его используют, чтобы быстро и без особых усилий произвести аккуратную и высококачественную обработку на внутренней плоскости отверстия.
В наше время резьбовые соединения встречаются практически везде: как у технических устройств, так и у большого количества предметов домашнего обихода. Главным приспособлением для изготовления таких соединений является метчик. Для нарезки резьбы его используют, чтобы быстро и без особых усилий произвести аккуратную и высококачественную обработку на внутренней плоскости отверстия.
Виды резьбы
Конструкция инструмента со временем стала более продуманной, и на сегодняшний день она позволяет создать чёткую внутреннюю резьбу.
Определяют виды резьбы по следующим параметрам: назначение, вид профиля, величина шага, направление (правая, левая), система измерения (метрическая, дюймовая, трубная), расположение на детали (внутренняя, внешняя), характер поверхности, число заходов.
Классификация по назначению
В современной индустрии существуют разные виды метчиков, различающиеся друг от друга конструкциями и функциональными возможностями. По предназначению метчики могут относиться к одному из последующих видов:
 Ручные метчики бывают одно-, двух- и трёхкомплектные. Номер метчика в наборе отмечают числом круговых рисок на хвостовике. При обрабатывании изделия из особо твёрдых сплавов такой комплект может достигать пяти штук. Рабочие диаметры такого инструмента, входящего в комплект, различаются.
Ручные метчики бывают одно-, двух- и трёхкомплектные. Номер метчика в наборе отмечают числом круговых рисок на хвостовике. При обрабатывании изделия из особо твёрдых сплавов такой комплект может достигать пяти штук. Рабочие диаметры такого инструмента, входящего в комплект, различаются.- Машинные метчики предназначены для нарезания как глухой, так и сквозной резьбы. Для хорошего отделения стружки и для прерывчатых отверстий используют инструмент с винтовыми канавками: левые — для сквозных, правые — для глухих отверстий с правой резьбой. Применяются на токарных, сверлильных, агрегатных и других станках.
- Для создания резьбы в сквозных отверстиях служат гаечные метчики без реверсирования путём нанизывания нарезанных гаек на прямой или изогнутый хвостовик инструмента. Метчики с такой конструктивной особенностью применяются на гайконарезных автоматах, где нарезают гайки непрерывным циклом. Как правило, они работают без принудительной подачи.
 Плашечные метчики. Предназначаются для предварительной нарезки круглых плашек до сверления стружковыводных отверстий. Заборная часть выполняется конусной по всему профилю.
Плашечные метчики. Предназначаются для предварительной нарезки круглых плашек до сверления стружковыводных отверстий. Заборная часть выполняется конусной по всему профилю.- Маточные метчики. Предназначаются для калибрования резьбы круглых плашек после сверления стружечных отверстий. Заборная часть конической формы по всему профилю, калибрующая — цилиндрической.
- Комбинированные метчики. Предназначаются для выполнения множественных ходов обрабатывания. Сверление отверстия и резьбонарезание в сквозных отверстиях без принудительной подачи выполнимо, если резьбонарезной инструмент вступает в работу после выхода сверла из отверстия.

Резьбонарезание в лёгких металлах производится определёнными для этого стандартами ГОСТа машинно-ручными инструментами, у которых нитки на калибрующей части расположены в шахматном порядке. С левыми канавками — для отверстий с правой резьбой, а для глухих отверстий — правые.
В коррозийно-стойких и жаропрочных видах стали резьбонарезание производят специальными инструментами (ГОСТ 17927—72*).
Нарезка титана и его сплавов
Следует избегать нарезки в отверстиях глухих и длинных резьб, чтобы исключить поломку рабочего инструмента. Процесс резьбонарезания облегчается с увеличением диаметра отверстия под резьбовой элемент. В труднообрабатываемых материалах и закалённых сталях резьбонарезание производят также твердосплавным инструментом. Применяют способы вибрационного нарезания резьбового элемента.
Важные параметры
В зависимости от нужных характеристик, точности, допустимой шероховатости поверхности заготовки, конфигурации детали и назначение резьбового элемента, выбирают способ изготовления детали. Существенно влияет на этот процесс и технологичность конструкций резьбовых деталей.
Разновидности нарезания метчиками
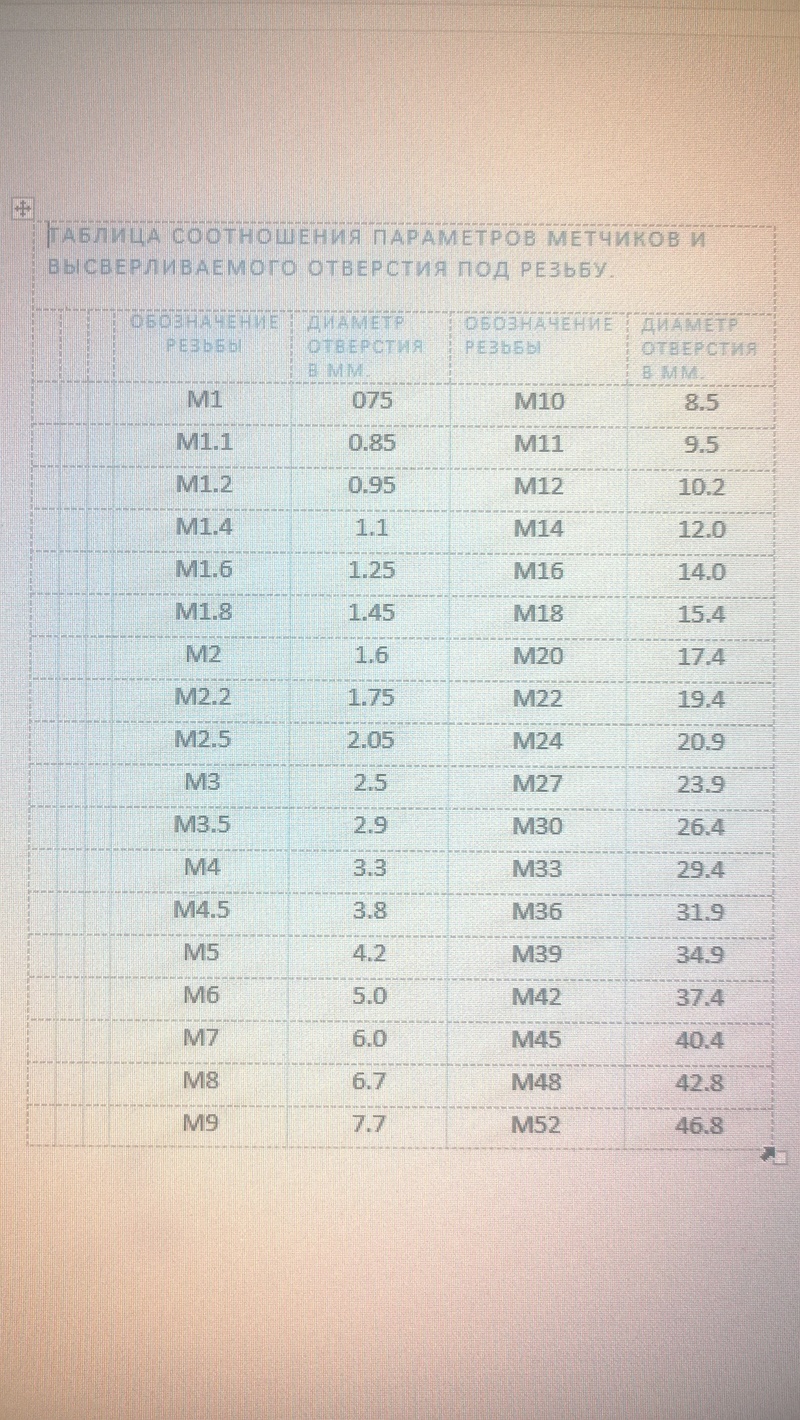
Метрический тип нарезки. Нарезаемый элемент такой резьбы обладает формой равнобедренного треугольника, вся величина измеряется в миллиметрах, маркируются такие метчики буквой (М). Для подбора нужного инструмента во время нарезания применяют особую ссылочную таблицу метчиков.
Таблица нарезки резьбы метчиком:
Дюймовая рабочая часть инструмента обладает конической формой. Диаметр такого инструмента измеряется в дюймах, а шаг – в числе нитей на один дюйма.
Трубная. Цилиндрические и конические метчики используются для нарезки резьбы трубных соединений.
Советы по изготовлению деталей
При нарезании резьбового наружного элемента важно соблюдать технику безопасности. А также необходимо следовать следующим рекомендациям:
- Перед нарезанием наружного резьбового элемента заготовки на стержне нужно снять фаску, установить плашку ровно без перекосов и обязательно смазать заготовку маслом.
- В случае когда стержень искривило, можно удалить бракованную часть сплава и начать резьбонарезание снова.
- Если обработка отверстия происходит метчиком, то оно должно быть просверлено перпендикулярно плоскости детали, должна быть снята фаска, а черновой метчик смазан маслом.
- При выборе метчиков лучше обратить внимание на маркировку инструмента, и остановить свой выбор на изделиях, изготовленных из быстрорежущей стали. Такая сталь более прочная и не подвержена неисправностям.
- Если инструмент для нарезания внутренней резьбы поломался, необходимо воспользоваться специальным инструментом для извлечения его из заготовки.
Другие виды обработки
Для нарезки резцами на токарных станках как внешней, так и внутренней плоскости используются различные твердосплавные пластины или небольшой инструмент, по своей форме напоминающий расточной резец. Однониточными инструментами производят обработку по многопроходной профильной схеме. Резьбовые резцы бывают призматические, пластинчатые, стержневые, с механическим креплением твердосплавных пластинок.

Инструмент устанавливается по центру нарезаемой детали. Такая обработка проводится на многоосевых либо вальцетокарных станках. Существует возможность применения однозубковых и многозубковых твердосплавных пластин.
Применение сменных твердосплавных пластин при нарезке резьбы на токарных станках позволяет обработать отверстия 6 мм и более. Резьбонарезание на станках подходит для множества материалов твёрдостью до 50 HRC.
Резьбонарезные фрезы
Ещё один способ нарезания как внутренней, так и внешней резьбы — фрезами на станках с ЧПУ, которые удерживают спиральную интерполяцию. Используются в такой инструменте для нарезания резьбы как целые твердосплавные фрезы, так сменные твердосплавные пластины. Существуют многовитковые, одновитковые, дисковые и гребенчатые резьбонарезные фрезы. Предпочтение при обрабатывании заготовки отдаётся многовитковым фрезам. Область применения их довольно обширна, так как они способны обрабатывать материал прочностью до 65 HRC, позволяют обработать множество разнообразных материалов.
Эти фрезы обладают широким диапазоном употребления, а их диаметр начинается с самого маленького (от 1.5 мм) и завершается наиболее крупными размерами. Использование этого инструмента имеет множество плюсов. Одну и ту же фрезу можно использовать для отверстий разного диаметра, используя один шаг резьбы.
Использование абразивных материалов
Метод обработки резьбы абразивными инструментами существенно отличается от предыдущих и даёт большую вероятность нарезать высокопрецизионную внутреннюю резьбу. Он представляет собой высококвалифицированное решение для производства огромного количества деталей, у которых низкий допуск неправильности от нужных параметров. Один такой станок может вышлифовывать обширное многообразие внутренних вариантов резьбовых элементов. К элементам, которые изготавливаются способом внутреннего шлифования, относятся резьбоизмерительные калибры, гайки для обыкновенных и шариковых винтовых передач.

Резьбонарезание способом шлифования выполняется на предназначенных для этих процессов станках, обладающих главными особенностями: жёсткостью установки, стабильной температурой, точностью движения по осям координат, способностью выполнять точные циклы передвижения и наличием специальных прецизионных шпинделей с датчиками контроля температуры.
Процесс накатки
Для металлообработки отверстия глубиной до четырёх калибров применяются метчики-раскатники. Принцип действия их заключается в деформации материала, при этом стружка не образуется и отсутствует вероятность заторов стружки. Минусом такой обработки является ограниченная жёсткость болванки до 40 HRC, так как такой метод резьбонарезания предусматривает деформацию использованного материала, который должен быть пластичным, c низким коэффициентом растяжения.

Такой инструмент имеет большую жёсткость, вследствие чего практически не подвержен излому. Накатанная резьба наиболее крепкая, так как крупянистый сплав подвергается спресовыванию и становится более однородным. Из недостатков этого вида метчиков является требование наибольшего крутящего момента и большей мощности от станка. Ограничением считается и то, что отверстие должно быть более точно просверленным, чем при резьбонарезании.
Детали с накатной резьбой не используются в некоторых видах промышленности из-за изгиба внутреннего диаметра резьбы.
Как проверить правильность работы
Для того чтобы проверить правильность, а главное, качественность проделанной работы, существуют специальные инструменты — калибры. На таком инструменте обязательно отмечается информация следующего характера:
- Параметры допуска;
- Назначение PK;
- LH шифр для инструментов с левой резьбой.
Калибры бывают
- Кольцо.
- Пробка.
- Скоба.
Перед тем как начать пользоваться этими способами, следует досконально изучить процессы, выбрать то, что подходит, и строго соблюдать все правила проведения обработки. Не стоит пренебрегать и техникой безопасности, только в этом случае результат будет качественным и точным.







