Содержание
 Прутки, выполненные из вольфрама и его сплавов, получили широкое распространение как электроды, предназначенные для получения неразъемных соединений при помощи аргоновой сварки. Их применяют для создания особо ответственных узлов, например, ёмкостей, работающих под давлением. С применением вольфрамовых электродов сваривают нержавеющие и легированные сплавы.
Прутки, выполненные из вольфрама и его сплавов, получили широкое распространение как электроды, предназначенные для получения неразъемных соединений при помощи аргоновой сварки. Их применяют для создания особо ответственных узлов, например, ёмкостей, работающих под давлением. С применением вольфрамовых электродов сваривают нержавеющие и легированные сплавы.
Применение и особенности сварки
Необходимо отметить, что применение электродов из вольфрама обеспечивать стабильность режима сварки, постоянную сварочную дугу. Эти свойства обеспечивают получение сварных швов высокого качества. Максимальную эффективность сварка этими материалами показывает в среде защитных газов. Такой вид сварочных работ применяют для соединения таких материалов, как молибден, никель и некоторых других.
Инструмент этого типа относят к неплавящимся, но в технологическом процессе его применяют одновременно с присадочной проволокой. Вольфрамовые изделия применяют для соединения металлов разного состава.

На поверхность изделий, выполненных из вольфрама и его сплавов, не наносят никакой обмазки. Присадочный материал в процессе работы сварщик подаёт отдельно, как правило, он тоже выполнен в виде прутка или проволоки.
Защиту сварочной ванны от воздействия атмосферного кислорода обеспечивает газ, который её окружает, для этих целей применяют аргон, углекислоту, гелий или из смеси.
На практике чаще всего применяют прутки длиной 175 мм, но существуют сварочные прутки и меньшей длины — от 50 до 150 мм. Диаметр применяемых материалов лежит в диапазоне от 1 до 8 мм. Выбрать необходимое изделие можно с помощью специальных таблиц.
 Качество выполняемых работ, в первую очередь, обеспечивает химический состав вольфрамового сплава. Так, при их изготовлении в сплав вносят добавки следующих химических веществ: тория, циркония и ряда других. Эти присадки повышают стойкость прутков к плавлению, и, само собой, улучшают качество сварки.
Качество выполняемых работ, в первую очередь, обеспечивает химический состав вольфрамового сплава. Так, при их изготовлении в сплав вносят добавки следующих химических веществ: тория, циркония и ряда других. Эти присадки повышают стойкость прутков к плавлению, и, само собой, улучшают качество сварки.
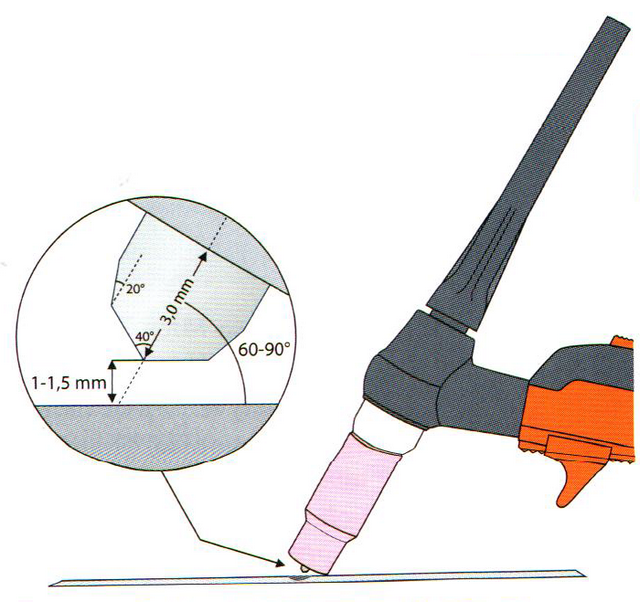
Сварщик должен постоянно отслеживать состояние рабочего кончика вольфрамового прутка. Дело заключается в следующем: от формы кончика зависит работа дуги на поверхности деталей. Его форма оказывает влияние на качество сварного шва, его форму и размеры. Именно поэтому кончик изделия должен быть всегда заточен. На практике применяют правила и форму заточки, которые приемлемы для тех или иных видов работ.
Форму заточки определяет марка изделия, так WP кончик должен быть выполнен в виде сферы, на WT на конце должна быть небольшая выпуклость, а вот сварочные прутки марки WC затачивают под конус.
Размер обработки (заточки) конца прутка определяют по следующей форме — его диаметр умножают на 2,5. То есть изделие с диаметром 3 мм необходимо обрабатывать на расстоянии в 7,5 мм. Кроме того, надо учитывать и то, что в зависимости от свариваемых материалов и силы сварочного тока углы заточки должны быть разными. Несоблюдение этих правил может привести к сокращению времени эксплуатации инструмента.
Так, если кончик заправлен неравномерно, это может привести к отклонению дуги от заданного направления. Неверно подобранная ширина приведёт к такому дефекту, как непровар.
Несмотря на множество достоинств этих изделий, существует как минимум один существенный недостаток — это сложности с розжигом и поддержанием дуги.
Для устранения этого недостатка розжиг дуги выполняют за несколько шагов:
- Создают короткое замыкание на теле заготовки.
- Отвод электрода от заготовки на заранее определённое расстояние.
Для выполнения этой операции в месте сварки добавляют циркониевую присадку. Такой метод позволяет выполнить розжиг качественной дуги.
Маркировка изделий
 Как и большинство подобной продукции, вольфрамовые электроды имеют классификацию, которая выполняется по применяемости. Одни, например, WP применяют для работы с алюминием, а WC для работы нержавейкой. Для того чтобы их было удобнее различать, на них наносят цветовую полосу.
Как и большинство подобной продукции, вольфрамовые электроды имеют классификацию, которая выполняется по применяемости. Одни, например, WP применяют для работы с алюминием, а WC для работы нержавейкой. Для того чтобы их было удобнее различать, на них наносят цветовую полосу.
Для маркировки вольфрамовых сварочных прутков применяют буквенно-цифровое обозначение. Кроме этого, квалифицируют вольфрамовые электроды для аргонодуговой сварки по цветам.
Кроме него, на поверхность прутков наносят цвета, соответствующие их марке. Обозначение электродов включает в себя описание химического состава, а также наличие добавок. В обозначении присутствует буква W, она говорит о том, что в основе химического состава лежит вольфрам. Количество добавок не превышает 0,5% от объёма.

Вторая буква показывает тип присадки, которая применяется для изготовления вольфрамовых электродов.
Так, марка WP — это вольфрамовые электроды для сварки алюминия и его сплавов. Кроме этого, металла электроды марки WP применяют для обработки магния. Изделия с маркой WZ8 содержат в себе цирконий. Их применяют для работы с бронзой, магнием, никелем и их сплавами. Изделия способны работать с большими нагрузками, в отличие от изделий другой марки. Электроды этой марки маркируют с помощью зелёного цвета.
Электрод марки WT20 содержит в своём химическом составе торий. Изделия этого типа наиболее распространены, но вместе с тем они несут определённую угрозу сварщику и людей, работающих рядом с ним. Все дело в том, что этот материал является источником радиации. Это накладывает некоторые ограничения на их применение в производстве сварочных работ. Электроды этой марки маркируют с помощью красного цвета.
Надо отметить, что стержни, содержащие торий, позволяют работать практически с любым видом материала, от обычных сталей, до никелевых или молибденовых сплавов.
 К универсальным электродам относят и те, которые принадлежат марке WC 20. В их химический состав входит церий, что позволяет работать как при переменном, так и при постоянном сварочном токе. Ещё одно отличие изделий этой марки заключается в том, они обеспечивают стабильное горение дуги даже при небольшой мощности источника тока. Электроды этой марки маркируют с помощью тёмно-синего цвета.
К универсальным электродам относят и те, которые принадлежат марке WC 20. В их химический состав входит церий, что позволяет работать как при переменном, так и при постоянном сварочном токе. Ещё одно отличие изделий этой марки заключается в том, они обеспечивают стабильное горение дуги даже при небольшой мощности источника тока. Электроды этой марки маркируют с помощью тёмно-синего цвета.
Другими словами, вольфрамовые электроды, классификация которых была приведена выше, могут быть использованы при сварке любых сплавов.
Оборудование для сварки
Если используется электрод вольфрамовый для аргоновой сварки, необходим особый набор оборудования. Он включает:
- источник постоянного или переменного тока;
- горелки с установленным на ней неплавящимся электродом;
- ёмкости, в которые закачан инертный газ;
- рукава (шлангов) для подачи газа в рабочее пространство.
 Электроды выполняют из вольфрама или его соединений. Температура его плавления составляет 3 380 градусов Цельсия, что позволяет использовать его для работы практически со всем металлами. Во время работы он не плавится, единственное, что требуется, — это выполнять заточку в соответствии с определёнными требованиями. Электрод устанавливают в горелку, при этом та часть электрода, которая не принимает участия в работе, защищается колпаком. Это необходимо для предотвращения его замыкания на массу.
Электроды выполняют из вольфрама или его соединений. Температура его плавления составляет 3 380 градусов Цельсия, что позволяет использовать его для работы практически со всем металлами. Во время работы он не плавится, единственное, что требуется, — это выполнять заточку в соответствии с определёнными требованиями. Электрод устанавливают в горелку, при этом та часть электрода, которая не принимает участия в работе, защищается колпаком. Это необходимо для предотвращения его замыкания на массу.
На горелке установлена кнопка, которая подаёт газ и напряжение. На конце горелки установлено керамическое сопло. Из него выходит кончик электрода. К рукоятке горелки подсоединяют рукава, через которые подаётся газ.
После того как сварщик нажимает кнопку, начинается подача газа и электричества. Газ, поступающий из сопла, изолирует сварочную ванну от воздействия газов, содержащихся в атмосфере.
Преимущества и недостатки
 Сварка с применением вольфрамовых электродов гарантирует получения шва без шлака. В таком шве отсутствуют поры. Сварка такого типа позволяет соединять между собой большинство известных сплавов и металлов. Кроме того, применение сварки этого типа позволяет создавать соединения со стенками разной толщины.
Сварка с применением вольфрамовых электродов гарантирует получения шва без шлака. В таком шве отсутствуют поры. Сварка такого типа позволяет соединять между собой большинство известных сплавов и металлов. Кроме того, применение сварки этого типа позволяет создавать соединения со стенками разной толщины.
Сварка вольфрамовыми электродами выполняется без искр и брызг. На шве не образуется шлак, не выделяется дым, в отличие от электродов, покрытых обмазкой. Все эти факторы позволяют выполнять сварку с высокой скоростью.
Вместе с тем сварка таким материалом подразумевает то, что перед выполнением работы необходимо тщательно зачистить поверхность деталей. В противном случае получаемый шов будет обладать определёнными дефектами (непроварами, порами и пр.).







