Содержание
 Tungsten Inert Gas (TIG) — это способ ручной или автоматической дуговой сварки. Он возможен при использовании неплавящегося электрода в углекислом газе или защитном инертном, с образованием результативной действующей смеси. Этот способ закладывается вместе с другими функциями практически во всех современных сварочных аппаратах. Лучшим неплавящимся материалом, применяемый при этом методе, является вольфрам, поэтому часто можно встретить аббревиатуру не TIG, а WIG.
Tungsten Inert Gas (TIG) — это способ ручной или автоматической дуговой сварки. Он возможен при использовании неплавящегося электрода в углекислом газе или защитном инертном, с образованием результативной действующей смеси. Этот способ закладывается вместе с другими функциями практически во всех современных сварочных аппаратах. Лучшим неплавящимся материалом, применяемый при этом методе, является вольфрам, поэтому часто можно встретить аббревиатуру не TIG, а WIG.
Суть и способы сварки
 Сварка методом TIG применяется для соединения нержавеющих, конструкционных и углеродистых сталей, никеля, титана, алюминия, меди, кремнистых бронз, латуни, разнородных сплавов и прочих металлов. Он используется в теплоэнергетической, химической, пищевой, нефтеперерабатывающей и других отраслях промышленности.
Сварка методом TIG применяется для соединения нержавеющих, конструкционных и углеродистых сталей, никеля, титана, алюминия, меди, кремнистых бронз, латуни, разнородных сплавов и прочих металлов. Он используется в теплоэнергетической, химической, пищевой, нефтеперерабатывающей и других отраслях промышленности.
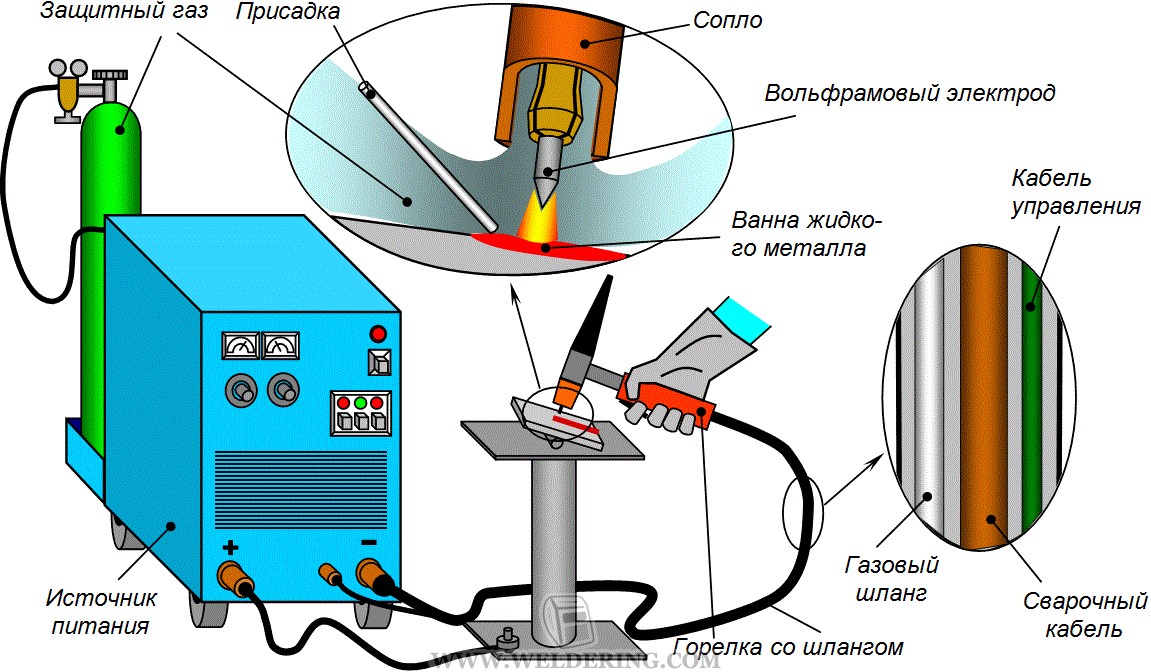
Между изделием и неплавящимся электродом образуется электрическая дуга, которая расплавляет кромки присадочного металла и свариваемого изделия. Горелкой в зону сварки подаётся газ, который защищает сварочную ванну, торец присадочной проволоки, электрическую дугу и кристаллизующийся шов от воздействия воздуха.
Классификацию ручной сварки можно представить:
- По способу зажигания дуги. Дуга зажигается касанием поверхности свариваемого изделия электродом или формирование дуги осуществляется при помощи выводных планок. Практичнее и проще сформировать дугу особым блоком — осциллятором.
- По виду потока защищённого газа. Газ должен равномерно распространяться по всему сечению сопла. Это достигается при ламинарном потоке или в газовой камере.
- По виду защитного газа. В качестве защитного газа может применяться аргон, гелий, азот или смесь газов.
- По виду дугового разряда. Возможна сварка непрерывно горящей дугой или сжатой дугой. Применяется импульсно-дуговая сварка, когда в процессе работы дуга пульсирует с заданным соотношением паузы и импульса.
- По техническим признакам. Сварка осуществляется погруженной или проникающей дугой, спаренными электродами и пучком электродов.
- По видам тока. Сварка бывает на постоянном или на переменном токе.
ТИГ-сварка является универсальным видом соединения самых различных металлов при любом положении в пространстве.
Характеристика электрода
Вольфрамовые электроды применяются для сварки неплавящимся электродом. Они отличаются высокой температурой плавления и тем, что не участвуют в формировании сварочного шва. Широкое применение получили такие марки (ГОСТ 23949−80):
- чистый вольфрам;
- с окисью лантана;
- с окисью иттрия;
- с окисью тория.
 Эти легирующие элементы улучшают качество вольфрама и добавляют стойкости к плавлению. Для различия стержней принята буквенная и цветовая маркировка. Буквенная говорит о химическом составе и примесях, а цветовая говорит о видах окиси, которые содержит электрод.
Эти легирующие элементы улучшают качество вольфрама и добавляют стойкости к плавлению. Для различия стержней принята буквенная и цветовая маркировка. Буквенная говорит о химическом составе и примесях, а цветовая говорит о видах окиси, которые содержит электрод.
Выбор диаметра электрода зависит от марки вольфрама, рода и величины сварочного тока. Если правильно подобрать режим сварки, то за каждый час сгорания расход стержня не будет превышать двух сантиметров. Температура рабочей среды может достигать 6 тыс. градусов тепла.
При нагреве неплавящиеся электроды могут в атмосфере окисляться, поэтому рабочая среда вольфрама защищается газом. За счёт использования аргона и гелия достигается качество сварки. Наиболее комфортной будет сварка с прямой полярностью при постоянном токе. В этом случае горелка комфортная и облегчённая, поэтому процесс сваривания проходит легко.
 Особенностью электродов для TIG-сварки является необходимость контролировать и подготавливать состояние их кончика. От этого зависит давление дуги на поверхность и распределение энергии, что влияет на глубину и ширину проварки изделия, а также размеры и форма шва. Правила заточки зависят от марки самого расходника и условий работы аргонодуговой сварки. Затачивать кончик электрода можно с применением болгарки или точильного круга.
Особенностью электродов для TIG-сварки является необходимость контролировать и подготавливать состояние их кончика. От этого зависит давление дуги на поверхность и распределение энергии, что влияет на глубину и ширину проварки изделия, а также размеры и форма шва. Правила заточки зависят от марки самого расходника и условий работы аргонодуговой сварки. Затачивать кончик электрода можно с применением болгарки или точильного круга.
Особенности аргонодуговой сварки
 Аргонодуговая сварка ввиду высокой универсальности получила широкое применение. В качестве защитного газа при сварке применяют аргон. Сварка делится на ручную сварку и автоматическую. С её помощь можно получить швы с ровной структурой, аккуратным видом и высокой прочностью.
Аргонодуговая сварка ввиду высокой универсальности получила широкое применение. В качестве защитного газа при сварке применяют аргон. Сварка делится на ручную сварку и автоматическую. С её помощь можно получить швы с ровной структурой, аккуратным видом и высокой прочностью.
Основным инструментом выступает аргоновая горелка: с её помощью выполняется соединение металлов. Ввиду специального исполнения вольфрамовый электрод фиксируется с таким расчётом, чтобы конец его стержня выступал над керамическим соплом на несколько миллиметров.
Короткая дуга обеспечивает максимальную глубину проплавления изделия. От техники подачи присадочного материала зависит, насколько аккуратным будет сварочный шов и какую ширину будет иметь. Присадка должна постоянно находиться в зоне защиты и поступать спереди сварочной горелки.
Аргонодуговая сварка TIG будет успешной при соблюдении определённых правил:
- Изделия должны быть подготовлены для сваривания — обезжирены и очищены.
- Чтобы создать защитную среду до выполнения работ, аргонный газ подаётся за 10 секунд.
- Длина дуги должна быть минимально возможной.
- Варить нужно только в продольном направлении, без отклонений в поперечное направление.
- Если подача аргона нарушена, то работу необходимо остановить, так как электрод и присадка должны быть под его защитой.
- Чтобы металл не разбрызгивался, пруток (присадочная проволока) додаётся плавно.
- Качество шва считается хорошим, если сварочная ванна удлинена.
- Завершаются сварочные работы принижением силы тока и отключением через 10 секунд подачи газа.
У каждого вида аргонодуговой сварки свои особенности, определяются они применяемым оборудованием.
Оборудование для сваривания
 Все работы в защитной среде газов осуществляются с помощью специальных устройств, предназначенных для аргонно-дуговой сварки TIG или модифицированным под такие работы оборудованием. Комплектация установок состоит из следующих элементов:
Все работы в защитной среде газов осуществляются с помощью специальных устройств, предназначенных для аргонно-дуговой сварки TIG или модифицированным под такие работы оборудованием. Комплектация установок состоит из следующих элементов:
- Сопло. Оно предназначено обеспечивать работу горелки. Изготавливают его из термоустойчивого материала, так как температура сварочной ванны при нагреве может достигать 2000 °C. В зависимости от типа металла диаметр сопла разный.
- Горелка. Её конструкция зависит от метода проведения работ. Если горелка будет с водяным охлаждением, это позволит контролировать перегрев электрода и температуру сварочной ванны.
- Осциллятор. С помощью этого приспособления обеспечивается поджигание дуги бесконтактным методом. Он не только поддерживает стабильность электрической дуги, но и генерирует разряд для пробивания дугового промежутка.
- Источник напряжения. Выпускаются как сварочные инверторы, так и трансформаторные установки. Предпочтительнее инверторные устройства, они создают равномерное напряжение, что положительно сказывается на качестве сварочного шва.
- Балластный реостат. С его помощью регулируется сила тока, которая подаётся на дугу. Он поможет подобрать оптимальные варианты для работы с разными металлами.
- Дополнительные аксессуары. Таким элементом может выступать сварочный пост. Он облегчает полный процесс выполнения сварочных работ.
Инверторные аппараты получили широкое применение в быту, они простые в применении и обладают небольшими габаритами.
Рейтинг инверторных аппаратов
Современные сварочные инверторы значительно облегчили работу сварщикам и осуществили скачок в электросварке. К трём лучшим моделям, по отзывам пользователей можно отнести:
- Сварог TECH ARC 205 B (Z 203);
- Ресанта САИПА-190МФ;
- FUBAG IN 176.
Модель Сварог TECH ARC 205 B (Z 203) — это один из самых выносливых и надёжных аппаратов с аргонодуговой сваркой, который выпускает российская производственная компания. Его основные характеристики:
- напряжение на входе — 187−253 В;
- сварочный ток TIG — 10−200 А;
- тип выходного тока — постоянный;
- мощность — 9 кВ * А.
 КПД этого аппарата составляет 85%, он имеет форсаж дуги с типом поджига прикосновением. Модель обладает небольшими габаритами и весом 8 кг, поэтому незаменима при частых передвижениях. Производитель предоставляет гарантийный срок — 5 лет. Аппарат не перегревается, потребление электрической энергии незначительное.
КПД этого аппарата составляет 85%, он имеет форсаж дуги с типом поджига прикосновением. Модель обладает небольшими габаритами и весом 8 кг, поэтому незаменима при частых передвижениях. Производитель предоставляет гарантийный срок — 5 лет. Аппарат не перегревается, потребление электрической энергии незначительное.
Прибор Ресанта САИПА-190МФ предназначен для профессиональных сварщиков. Производятся эти приборы в Китае, а реализуются латвийской компанией «Ресанта». Это устройство позволяет варить практически всеми типами сварки. Сварочный ток в режиме TIG — от 10 А до 190 А, а продолжительность включения 70% при максимальном токе. Он обладает качественным проваром и берёт металл до 10 мм.
Основным недостатком этой модели являются её габариты и вес — более 18 кг.
Аппарат FUBAG IN 176 производится немецкой компанией профессионального электрического оборудования. Модель отличается своей функциональностью, микропроцессорным управлением, небольшими габаритами и весом — 4,5 кг. Этим устройством можно варить в любом положении, регулируя в процессе работы сварочный ток.
Модель имеет запатентованный дизайн. С ней легко перемещаться от объекта к объекту и без усилий работать в труднодоступных местах.
Преимущества и недостатки
Сварка в среде аргона имеет ряд преимуществ по сравнению с другими видами сварки. Благодаря им, этот вид сваривания металлов получил довольно большое распространение. К преимуществам можно отнести:
- применение малых токов, что оказывает положительное влияние на работы, требующие высокой точности;
- работы выполняются без электродных покрытий и флюсов;
- эстетичность и высокая прочность сварочных швов;
- путём наплавки можно восстановить изношенную часть изделия;
- можно работать с металлами, плохо поддающимися сварке;
- возможность работать с массивными конструкциями и мелкими деталями;
- малое количество выделяемых аэрозолей;
- отсутствие искр во время работы, что говорит о пожаробезопасности;
- качественная резка металлов с отсутствием отходов.
Несмотря на простоту техники сваривания и возможности курировать весь процесс, сварка в среде аргона имеет свои недостатки:
- довольно дорогостоящее оборудование для выполнения работ;
- сварщик должен иметь высокую профессиональную квалификацию;
- возникновение в процессе работы ультрафиолетового излучения;
- низкая производительность труда, особенно это характерно для ручных аппаратов;
- применение высокоамперной сварки требует дополнительного охлаждения;
- рабочее место должно быть защищено от сквозняков при работе на открытом пространстве.
Наличие недостатков не сказывается на востребованности этого современного метода сваривания.







