Содержание
Зубило для перфоратора и для металла можно купить в любом специализированном магазине. Времена, когда этот инструмент надо было “вынести” с работы давно прошли. А вместе с ними тает на глазах огромный опыт по заточке и закалке металла в домашних условиях. Восстановить пробел этих знаний мы сейчас и попробуем.
Зубило для перфоратора – разнообразие форм
Зубило – это не только собирательное название автомобиля Lada Samara, но и ударно-режущий инструмент, применяемый для обработки камня или металла. С одной стороны находится режущая кромка, а с другой – бойковая часть, именуемая затыльником. Затыльник предназначен для нанесения ударов, кромка – для разрезания или раскалывания материала.
Перфораторное зубило сильно отличается от слесарного собрата как по форме, так и по содержанию. Хвостовик имеет специальную форму для посадки в патрон перфоратора. Для домашних инструментов, весом не более 5 кг, используют хвостовик формы SDS+. Средние перфораторы, 5-12 кг, зажимают зубило с хвостовиком SDS-max. Более мощные аппараты, массой свыше 12 кг, предназначенные для демонтажа асфальта и серьезных бетонных конструкций, используют шестигранное крепление HEX (на 19, 28 и 30 мм). Формы у бетонорубов самые разные и на все случаи жизни. Рассмотрим их детальнее:
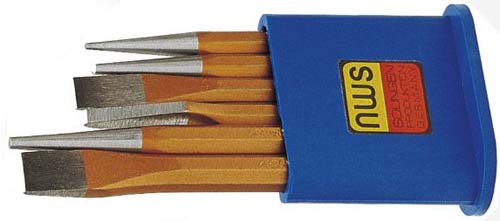
- плоская форма. Внешне напоминает отвертку, кончик которой заострен. Это самая распространенная форма зубила. По сути, она является самой древней, и все остальные модели – её производные. Длина режущей кромки у таких инструментов либо меньше, либо чуть больше ширины тела инструмента, и варьируется от 10 до 40 мм, хотя встречаются экземпляры и с большей длиной кромки. Чем больше эта величина, тем меньшее усилие при долблении воздействует на материал, так как сила удара передается на большую площадь соприкосновения;
- пикообразная форма. Имеет вид конуса или остроконечной пирамиды. Используется для пробивания отверстий в кирпиче или бетоне при отсутствии коронки. После работы таким инструментом отверстие будет иметь рваные края. Если есть возможность, лучше пользоваться коронкой для высверливания;
- форма в виде лопатки. Очень похожа на плоское зубило, однако, режущая кромка более широкая и тонкая. Применяется для снятия старого слоя материала, к примеру, старой плитки или штукатурки. Для удобства лопатка имеет чуть изогнутую форму, для поддевания. Обычно такая насадка и называется “для плитки”. Также встречаются насадки в форме обычной огородной лопаты;
- специальные формы. К таким относятся лопатки полукруглой формы. По аналогии с насадками в виде лопаток для снятия плитки также имеют слегка изогнутую форму. Они разработаны для пробивания в стене канала под проводку, являются аналогом штробореза. Для большего удобства такие зубила дополняют крыльями, расположенными вдоль тела инструмента. При долблении эти крылья опирают полукруглое зубило на стену, регулируя таким образом глубину борозды.
Используя в работе зубило по бетону для перфоратора, не забывайте периодически смазывать хвостовик инструмента специальной смазкой. Это продлит его срок службы. Многие не придают этому особого значения, а зря. Он испытывает не меньшие нагрузки, чем рубящая кромка, имея почти аналогичную закалку.





Рубка металла зубилом – как по маслу
Зубило по металлу (слесарное) представляет собой стержень прямоугольного сечения. Режущую кромку составляют четыре плоскости, две основные и две вспомогательные. Ударная часть обычно имеет вид усеченного конуса, это помогает обеспечивать правильное направление удара. Наиболее часто используют инструмент длиной 75-200 мм, с кромкой 20-25 мм. Для прорубания канавок в металле применяют крейцмейсель (разновидность зубила), он имеет несколько меньшую длину, 150-175 мм, и кромку 5-10 мм, однако кроме мастерской моего деда его уже нигде не найти.
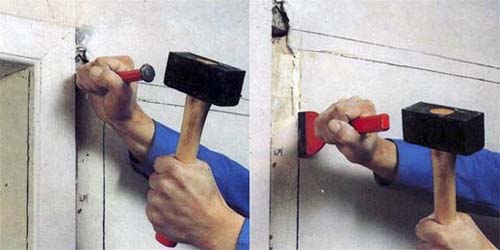
Серьезные работы зубилом по стали уже и не встретишь. Черновую работу исполняют болгарки и газовые резаки, а чистовую – фрезерные станки. Рубка металла зубилом – уже классика, однако забывать её нельзя, вспомним, как происходит обработка заготовок в тисах. Будущую деталь обрубают либо по уровню, либо сверх уровня губок тисов. При рубке по уровню срез получается более гладким, а заготовка не подвергается деформации. Металл плотно зажимают в тисах так, чтобы верхнее ребро обрубаемой кромки выступало на 3-4 мм, это наиболее оптимальная величина. Если сделать ее больше, то стружка будет сниматься сложнее, если меньше, то процесс обработки займет больше времени. Выступающую часть срубают, затем деталь переставляют, выпуская сверху губок тисов снова 3-4 мм, и опять снимают стружку. Такая операция повторяется до достижения требуемого размера. Если обработку производим сверх уровня губок, то заготовку зажимают, чтобы линия обработки была параллельна губкам и на 3-4 мм выше их.
При работе режущая кромка инструмента должна располагаться под углом в 45 градусов к обрабатываемую металлу, а ударная часть приподнимается на 25-40 градусов вверх. Такое расположение помогает достичь более ровной линии сруба. При простых операциях со стальной полосой или арматурой, например, перерубание, слесарное зубило ставят перпендикулярно материалу, затем одним или несколькими ударами наполовину прорубают полосу. Точно также делают и с другой стороны заготовки, а если она круглая, то стержень проворачивают, обрабатывая пруток по окружности. Работайте с металлом только на наковальне или на толстом стальном листе.
Как закалить зубило – разложим все по полкам
Слесарное зубило изготавливается из углеродистой стали, поэтому закалять этот инструмент необходимо при температуре 750-800 градусов (цвет вишни угорки). Зубило для бетона изготавливают из легированных сталей, температура закалки у него больше. Если у вас самодельный инструмент, то калить его надо в определенном диапазоне температур, зависящем от марки стали. К примеру:
- низкоуглеродистая сталь: 730-950 градусов;
- высокоуглеродистая: 680-850 градусов;
- легированные стали: 850-1150 градусов Цельсия.
Прогрев инструмента производят равномерно, во избежание резкого перепада температур между режущей кромкой и сердцевиной зубила. При достижении необходимой температуры изделие надо продержать некоторое время в печи. Лучше 1 час равномерно прогревать инструмент и 30 минут продержать в печи, чем за 10 минут нагреть до максимально возможной температуры и сразу охладить. Охлаждать зубило можно в воде или масле. Не скупитесь на количестве охлаждающей жидкости. Половина отрезанной пластиковой бутылки нам не подойдет, а вот 2-3 литра масла в оцинкованном ведре – то, что нужно.
Для образования феритно-цементитной смеси (наиболее прочная смесь железа и углерода, с большим сопротивлением сдвигу по плоскости скольжения при воздействии внешних нагрузок) металл необходимо медленно охлаждать до температуры 650 градусов, а от 650 до 400 градусов нужно быстрое охлаждение. При соприкосновении жидкой среды с раскаленным металлом жидкость начинает парить и обволакивает инструмент, в результате металл напрямую не соприкасается с охлаждающей жидкостью. Вокруг него образуется пленка из пара, называемая паровой рубашкой. Такая внешняя среда медленно охлаждает сталь. Когда температура материала снижается, масло или вода перестают испаряться, рубашка исчезает, и мы получаем более быстрое охлаждение. Таким образом, масло и вода одинаково воздействуют на металл.
Различие лишь в том, что масло охлаждает материал более медленно. Благодаря этому уменьшается вероятность возникновения внутреннего напряжения в металле. Оно больше подходит для высокоуглеродистых и легированных сталей, а вода – для низкоуглеродистых.
Опускать инструмент надо перпендикулярно поверхности масла, ни в коем случае не боком, не под углом и не кидать в ведро. Погружаем инструмент режущей частью вниз, плавно перемещая его вверх-вниз и вправо-влево. Это предотвратит резкий перепад температур между закаляемой частью и не закаляемой, а также позволит быстрее избавиться от паровой рубахи. Кроме кромки, необходимо закалить и хвостовик. Он тоже испытывает ударные загрузки и без закалки после непродолжительной работы станет обрастать “кудряшками”. Закаляем его аналогично режущей кромке. В результате получаем стержень с закаленными краями и не каленой, упругой серединой – сбалансированный инструмент.
Заточка зубила, режущая кромка и хвостовик
Лезвие имеет форму клина, но клин бывает разный, и угол заточки зубила зависит от его применения. Вроде бы, чем острее угол, тем меньше необходимо прикладывать силы для удара. Но чем острее угол, тем он быстрее тупится при работе с твердыми материалами. Поэтому многолетний опыт работы с зубилом плавно подводит нас к компромиссу. Для рубки хрупких материалов (чугуна, бронзы, твердых сортов стали) лезвие зубила точат под углом 70 градусов. Для стали средней твердости применяют 60-градусный угол. Мягкие материалы (медь, латунь) рубят с углом заточки в 45 градусов. Алюминий и цинк можно разрубать с углом лезвия в 35 градусов.
Затачивать зубило, конечно, лучше при подаче на точило охлаждающей жидкости, но в домашних условиях такое почти невозможно. Из-за этого при сухой заточке надо быть осторожным и не перегреть инструмент выше 110 градусов, иначе его твердость снизится. После заточки режущие кромки должны иметь одинаковый угол наклона и ширину, поэтому в процессе работы лучше по чуть-чуть обрабатывать каждую сторону, часто переворачивая зубило. По окончании процесса заточки лезвия снимаем фаску и с хвостовика, придавая ему форму усеченного конуса. Не стоит забывать о правилах безопасности – пользуемся очками или защитным экраном. Пыль от наждака крайне вредна.
Зубило по бетону для перфоратора в заточке почти не нуждается. Все производители применяют технологию Long Life. Лезвие такого инструмента само затачивается при работе. Качественно закаленное зубило будет меньше деформироваться и стираться в процессе работы. А правильная заточка поможет перерубить любую сталь и раскрошит любой материал.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}