Содержание
- 1 Устройство сварочного выпрямителя – начнем с теории
- 2 Самодельный сварочный выпрямитель для однофазной сети
- 3 Схема сварочного выпрямителя, работающего от трехфазной сети
- 4 Многопостовые сварочные выпрямители – считаем рабочие места
- 5 Сварочный выпрямитель своими руками
- 6 Инверторный сварочный выпрямитель: разбираем, что к чему
Выпрямитель сварочный предназначается для питания электрическим током сварочного поста при ручной, электродуговой сварке. Его задача – преобразование тока переменной частоты в постоянный электрический разряд, необходимый для процесса плавления металла.
Устройство сварочного выпрямителя – начнем с теории
Бытовые сварочные аппараты – это выпрямители и инверторы малой мощности, со сравнительно низким номинальным сварочным током. Имея большую длительность паузы для охлаждения между периодами работы, они малоэффективны при выполнении больших объемов работ в промышленности и производстве. Единственная занимаемая такими агрегатами ниша – бытовое назначение, а также мелко-подрядный бизнес.
Классическая компоновка сварочного аппарата включает в себя:
- понижающий трансформатор;
- выпрямитель (мост из полупроводниковых элементов);
- конденсаторный блок (для сглаживания пульсаций на выходе преобразователя).
Перед изготовлением или приобретением любого инструмента, будь это строительный уровень или перфоратор, а у нас сварочный аппарат, необходимо определить, какие виды работ он будет выполнять. От этого напрямую зависят массогабаритные показатели устройства, типоразмер используемого электрода и, соответственно, толщина листов свариваемого металла.
Наилучшие показатели по качеству выходящего тока имеют трехфазные аппараты, подключаемые к сети 380 Вольт. Ими можно дольше работать без перерывов для охлаждения, а также производить работы с более массивными стальными конструкциями в пределах 200-400 Ампер. Идеально подойдут для сварки контейнеров, ларьков, гаражных ворот. Это то, что нужно, для малого бизнеса.
Существенным недостатком является ограниченный доступ к питающей сети. Не все дачные поселки и гаражные общества могут похвастаться доступом к таким силовым коммуникациям. К тому же, сварочный аппарат, обладающий трехфазным трансформатором, будет в 1,5-2 раза тяжелее однофазного собрата. Суммарный вес устройства с легкостью перевалит за сотню килограмм. Одному человеку такой вес не под силу, возникает необходимость монтировать колеса для передвижения или же использовать тороидальный трансформатор, который снизит общий вес на 20-40 процентов. Но стоит учесть, что его придется наматывать самому.
Однофазный сварочный выпрямитель для сварки, смонтированный на однофазном трансформаторе, рассчитанном на сеть 220 Вольт, значительно легче. Его масса на 90 % зависит от веса понижающего трансформатора и будет в пределах 30-80 килограмм. Данная техника может работать на токах 125-180 Ампер, обеспечивая качественный сварной шов при сварке несложных конструкций – ворот, навесов или ручной бетономешалки. Легкость и доступность электрической сети делают однофазные устройства крайне мобильными. Ими можно работать не только на верхних этажах высоток, но и там, где электричества нет вообще, питаясь от бензинового генератора.





Самодельный сварочный выпрямитель для однофазной сети
Вспомним школьный курс физики и поговорим о теории. Переменный ток представляет собой синусоиду или волну, которая производит колебания с частотой 50 Гц. Это означает, что за 1 секунду электричество 25 раз течет в одном направлении и 25 раз в обратном. Для процесса сварки необходимо протекание электричества только в одном направлении.
Если цепь вторичной обмотки трансформатора дополнить полупроводниковым элементом, к примеру простейшим диод, то он будет пропускать электричество только в одну сторону, а значит мы получим постоянный ток. Однако он будет пульсирующим, с частотой 25 Гц, т.е. после каждой “волны” будет аналогичная по времени, безтоковая пауза, а это нас не устраивает.
Если диод поставить наоборот, то он будет пропускать поток электронов в другую сторону, так называемую обратную полуволну. Поставив два диода по направлению друг к другу, между ними мы получим ток, представляющий собой волны, возрастающие от нуля до максимального значения напряжения, на которое рассчитана вторичная обмотка трансформатора и спадающие до нуля, после достижения которого начнется новая волна.
Таким образом получается положительный полюс источника тока, отрицательный полюс будет располагаться в центре вторичной обмотки трансформатора. Именно поэтому данная схема применима только, если у силового трансформатора есть соответствующий вывод. Если мы наматываем трансформатор самостоятельно, то вывод можно сделать, остальные случаи заставят нас частично разбирать обмотку, что нежелательно. Преимущество данной схемы – это малое количество используемых полупроводников, их всего два, а также то, что вторичная обмотка устройства разделена на две части, и, по сути, половину времени работы задействована одна часть обмотки, а другую половину – другая.
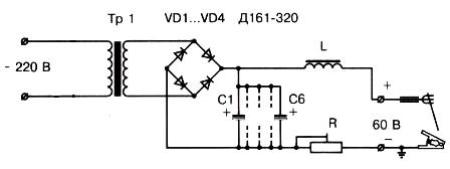
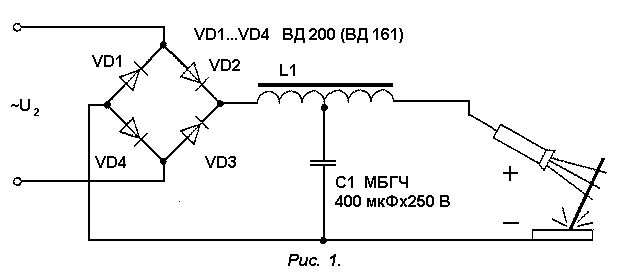
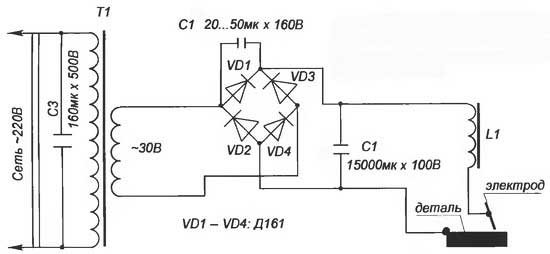
Самым распространенным вариантом рассматриваемых двухполупериодных схем выпрямления является мостовая. Она представляет собой квадрат, в каждую из сторон которого включен диод. С двух противоположных углов квадрата снимается постоянное напряжение, а на два других оно подается со вторичной обмотки трансформатора. Преимущество такого выпрямителя – это отсутствие необходимости выводить отдельный провод со вторичной обмотки, недостатком же является использование аж четырех полупроводниковых вентилей. Обе вышеупомянутые схемы, без дополнительной конденсаторной батареи, на выходе будет иметь среднее напряжение меньшее чем выходящее со вторичной обмотки.
- Ucp=2*Uво/pi;
- где: Ucp – действующее среднее значение напряжения;
- Uво – напряжение на вторичной обмотке трансформатора;
- pi – константа, число Пи (3,14).
Соответственно, ток сварки будет меньше, отсюда и меньший диаметр применяемого электрода и толщины свариваемого металла. Для уменьшения колебания напряжения на выходе сварочный выпрямитель, собранный своими руками, должен иметь параллельно включенный нагрузке конденсатор, расчет его параметров приведен ниже:
Время зарядки конденсатора:
- t(зар)=(arccos(Umin/Umax))/(2*pi*f);
- где t(зар) – время зарядки конденсатора.
- Umin – минимальное значение, до которого разрядится конденсатор (выбираем сами, исходя из колебаний напряжения на выходе, примем равным 30 В);
- Umax – амплитудное сетевое напряжение (Umax = 1,41* Uво=1,41*25=35,25 В);
- f – частота сети, 50 Гц;
- t(зар)=(arccos(30/35,25))/(2*3,14*50)=0,00176 секунд.
Определяем время разрядки конденсаторной батареи:
- t(раз)=T-t(зар);
- где Т=0,01с (для данных схем выпрямления);
- t(раз)=0,01-0,00176 = 0,00824 с.
Находим ток нагрузки, на который рассчитан наш сварочный аппарат, его можно взять из расчета трансформатора или же определить по старой школьной формуле:
- Iнагр= Uво/R;
- где R – сопротивление цепи сварки, для расчета можно принять равным в пределах 0,13-0,18 Ом;
- Iнагр= 25/0,18=139 А.
Определяем емкость конденсатора, на которой за время t(раз) при токе нагрузки Iнагр напряжение уменьшится с Umax до Umin:
- C=Iнагр*t(раз)/(Umax-Umin);
- C=139*0,00824/(35,25-30) = 0,217 Ф = 217 000 мкф.
Для выбора конденсатора важно знать и пиковый зарядный ток, находим его:
- Ipic=C*(Umax-Umin)/t(зар);
- Ipic=0,217*(35,25-30)/0,00176=647 А.
Осталось определить среднеквадратичное значение импульсного тока через конденсатор, оно вычисляется по формуле:
- Isi=√(I(зар)²+I(разр)²);
- где I(зар) – среднеквадратичный ток через конденсатор на цикле заряда;
- I(разр) – среднеквадратичный ток через конденсатор на цикле разряда.
- I(зар)=Ipic*√((t(зар)/T)/3);
- I(зар)=647*√((0,00176/T)/3)=156,7 А;
- I(разр)=Iнагр*t(раз)/T;
- I(разр)=139*0,00824/0,01=114,5 А.
Итак, имеем:
- Isi=√(156,7²+114,5²)=194 А.
Рассчитанная нами емкость достаточна велика, единичного электролита на такую емкость не найти, а если собирать батарею, то она будет внушительных размеров. Есть смысл поставить батарею меньшей емкости, но при этом падение напряжения между волнами будет больше. Выбирая конденсатор, ориентируйтесь сначала на значение Isi, а уже после на его емкость. Isi показывает, успеет ли зарядиться конденсатор за время прохождения тока, если нет, то ставить конденсатор вообще бессмысленно. Если электролита необходимой емкости нет, то ставим несколько, соединяя их параллельно.
Схема сварочного выпрямителя, работающего от трехфазной сети
Выпрямители, построенные для питания от трехфазной электрической сети, имеют меньшую пульсацию выходного напряжения, благодаря тому, что фазы сети перекрывают друг друга, и напряжение не опускается до нуля. Один из вариантов построения трехфазного выпрямителя – это включение в каждую фазу, за обмоткой трансформатора, полупроводникового элемента, по направлению от обмотки. Далее эти выходы от диодов коммутируются в один вывод – положительный полюс источника питания, отрицательным полюсом является нулевой вывод с обмоток трансформатора.
Диодный мост пропускает только одну полуволну от каждой фазы, смещенную на 120 электрических градусов относительно друг друга. Пульсации у данной схемы в три раза чаще, чем у схем с одним включенным диодом, но амплитуда колебаний значительно меньше. Преимущества такой конструкции – это использование всего трех полупроводников, а вот недостаток все тот же – нулевой вывод с обмотки трансформатора, а значит соединение обмоток питающего трансформатора только по схеме “звезда”.
Мостовая трехфазная схема выпрямления или схема Ларионова уменьшает амплитуду пульсаций, но увеличивает их количество в три раза, по сравнению с предыдущей схемой. Диоды располагаются последовательно один за другим, а между ними к цепи подключается фаза трансформатора. Выходы с полупроводников после каждой фазы соединяются, образуя положительный полюс источника питания. Соединив входы диодов, располагающиеся до соединения цепи с фазой, получим отрицательный полюс.
Такая схема идеальна с точки зрения изготовления сварочного выпрямителя своими руками без дополнительных электронных составляющих. Вводить в цепь параллельно нагрузке конденсатор можно, но не целесообразно, качество напряжения на выходе и так высокое. Еще одним преимуществом данной схемы является возможность соединять обмотки, как по схеме “треугольник”, так и по схеме “звезда”, не используя “нулевой” провод.





Многопостовые сварочные выпрямители – считаем рабочие места
Трехфазные сети также позволяют подключать многопостовые сварочные аппараты. Мощности бытовой, однофазной сети на 220 Вольт попросту не хватит для столь мощной нагрузки. Для обеспечения работы всех постов выпрямители имеют жесткую внешнюю Вольт-Амперную характеристику. Каждый вывод для сварки имеет собственный реостат и дроссель, для индивидуальной регулировки.
Их преимущество в меньших затратах на обслуживании оборудования, а сфера применения – сварочные площадки с большим объемом работы. Это могут быть строительные площадки, на которых производится монтаж сложных металлоконструкций или судостроительные верфи. То есть область применения промышленность, но никак не быт. Количество подключаемых сварочных постов для многопостового выпрямителя рассчитаем по формуле:
- n= Iвыпр/k* Iнагр;
- где Iвыпр – номинальный ток, на который рассчитан выпрямитель;
- Iнагр – ток, необходимый для одного поста;
- k – коэффициент, учитывающий одновременную работу постов, для механической сварки берется в пределах 0.5-0.7.
Сварочный выпрямитель своими руками
Выпрямитель для сварочного аппарата строится вокруг полупроводниковых элементов, суть которых – пропускать электрические потоки только в одном направлении. На сегодняшний день использовать в схемах выпрямления можно три устройства:
- диод (самый лучший, потому что самый простой, при его использовании в схему выпрямительного устройства не надо вводить блоки управления);
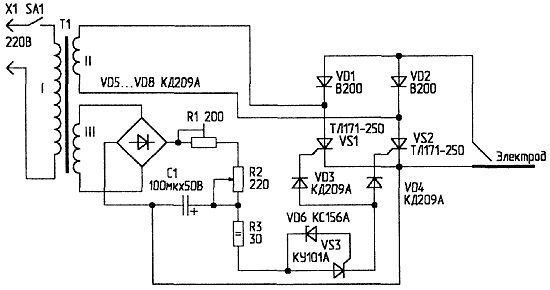
- тиристор (для протекания тока он должен получить сигнал от системы управлении, когда проходящий ток опускается до нуля или напряжение на нем становится меньше, чем в следующей фазе, вентиль запирается);
- транзистор (полностью управляемый “вентиль”, для открытия и закрытия которого необходимо подавать сигнал на управляющий электрод, к тому же, самый дорогостоящий элемент).
Использовать диод лучше всего, подумаете вы, он проще и удобней в эксплуатации. Однако есть одна особенность, при использовании диодов электрическая цепь потребует введения резистора, для регулирования силы тока. При использовании транзистора или тиристора регулировка напряжения может осуществляться блоком управления, через задержку открытия-закрытия “вентилей”, уменьшая напряжение на выходе выпрямителя и тем самым снижая ток.
Очень важно выбирать любой из вышеперечисленных элементов с запасом. Реально протекающий по цепи ток должен быть в 1.5-2 раза меньше, чем номинальный, на который рассчитан полупроводник. Максимальное обратное напряжение “вентиля” должно быть в 2 раза выше, чем напряжение на вторичной обмотке трансформатора. Иначе возможны пробои элементов или выход из строя из-за перегрева.
Если есть желание, деньги и время повозиться с блоком управления, то ставим тиристоры или силовые транзисторы. Найти схему устройства блоков управления достаточно просто.
Использование диодного моста подразумевает применение мощного сопротивления, для регулировки тока сварки. Идеальный вариант – использование готового реостата в виде нихромовой или никелевой проволоки, намотанной на термостойкий диэлектрик. Можно подобрать фехралевую ступень разгона для электрических двигателей, ну или на крайний случай – стальную проволоку, опять же намотанную на диэлектрик. Выбирая сопротивление, следует исходить из того, что полностью введенное в цепь сопротивление снизит ток до нуля. Длина реостата рассчитывается по следующей формуле:
- L=R/r*S;
- где R – полная величина сопротивления, необходимая для уменьшения тока сварки до нуля;
- r – удельное сопротивление материала, берется из справочника, как вариант, Википедии;
- S – сечение наматываемой проволоки.
Еще один элемент, который иногда используют в схеме выпрямителя – дроссель. Рассчитать его параметры достаточно сложно и трудоемко, определение простого значения индуктивности не поможет. Даже если вы знаете количество витков, значительное влияние на индуктивность может оказать плотность намотки меди на магнитопровод, а также наличие зазора между проволокой и стальным сердечником.
Выход из данной ситуации – это экспериментальное определение: наматываем дроссель в несколько слоев с пятью или шестью отводами, производим тестовую сварку и по характерному треску, а также брызгам расплавленного металла подбираем индуктивность. Чем меньше брызг и слабее треск, тем лучше. Однако не всегда требуется внедрение индуктивности, так как для обеспечения падающей Вольт-Амперной характеристики сварочного аппарата может хватить индуктивности обмоток трансформатора.
Инверторный сварочный выпрямитель: разбираем, что к чему
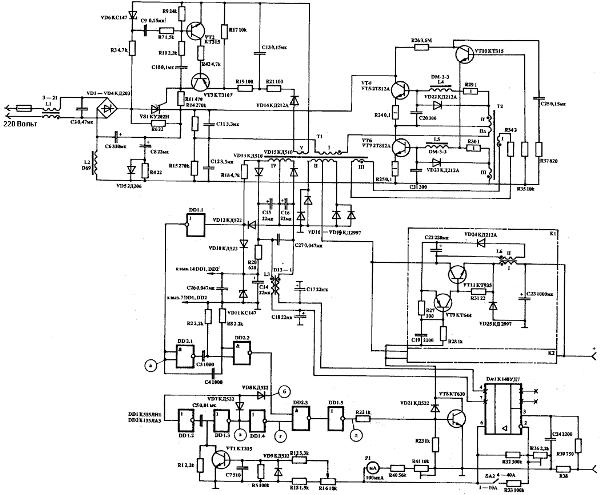
Схема работы инверторного аппарата немного другая, чем у классического. Вместо понижающего трансформатора у него на входе устанавливается электронный фильтр, который преобразует частоту входящего электрического тока с 50 Гц до нескольких десятков кГц. После устанавливается понижающий трансформатор, а уже потом выпрямительный мост. Достоинства таких сварочных аппаратов в малом весе, по сравнению с обычными. Это достигается за счет того, что магнитопровод высокочастотного трансформатора имеет меньшие массогабаритные показатели.
Выпрямители инверторных сварочных аппаратов строятся на базе тиристоров, с системой импульсно фазового управления. Далее, как и положено, в цепь сварки, параллельно нагрузке, подключают конденсатор, а перед сварочным электродом – реостат и дроссель. Недостаток рассматриваемых выпрямителей – в количестве электроники, собрать его самому почти невозможно, как и починить. Однопостовые сварочные выпрямители с хорошими показателями выпрямленного тока при наличии всех необходимых компонентов можно собирать у себя дома, и это достойная альтернатива покупке нового выпрямителя.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}